我们的道路护栏质量不佳尽管来找我视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:上饶铅山道路护栏质量不佳尽管来找我的图文介绍

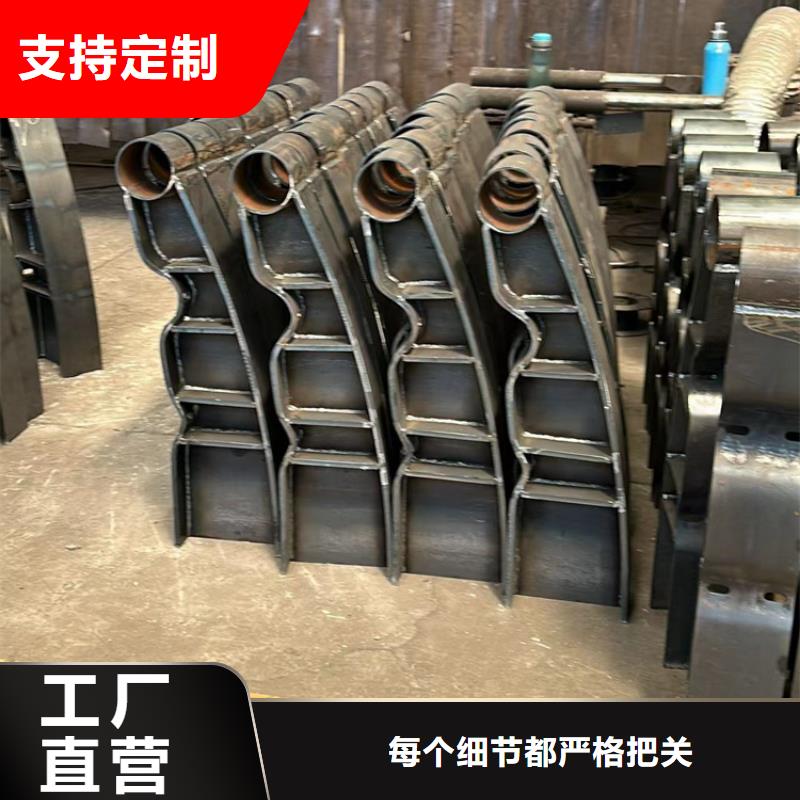
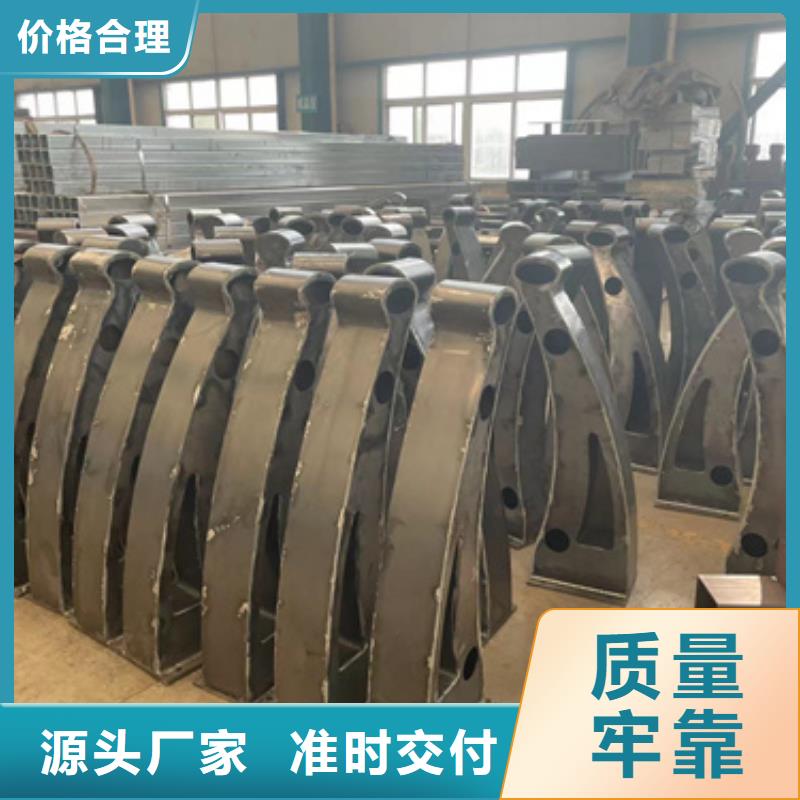
若逢雾天,应用干棉布擦拭铁艺护栏上的水珠。酸碱是铁艺护栏的‘头 ’若铁艺护栏上不慎滴上了酸(,醋酸)碱(苏打水,肥皂水)应立即用清水把污处冲洗干净,再用干棉布擦干。天长日久,铁艺护栏难免会生锈,这时千万不要自作主张,用砂纸打磨,这样会把漆也打磨掉。 铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,热浸镀锌,就是把已经处理好的钢材投入到几千摄氏度的锌液中,使铁和锌发生化学反应生成锌铁合金层和纯锌层,用这种方法可以使铁艺护栏内部,外部均受。 铁艺护栏是由基材和配件组成,其表面经过多重处理工艺。能有效阻止铁艺工件被氧化的机会,延长铁艺护栏的使用寿命。铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有、草绿色、天蓝色、浅粉色等。 选择铁艺围栏切实靠谱随着工业企业的逐步扩大规模,商都开始自己进行厂区的修建,为了给工人一个很好的工作和生活环境,在厂区建设上面,负责人都花费了不少的心思。厂区内部的划分,很多时候,都需要借助护栏这样的产品进行区域的分割。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化",流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。


在疾驰而来的移动互联时代,我们秉承专业、敬业、创新的发展理念,坚持以客户为本、以信用为先的服务准则,用心解决用户z u i迫切、z u i实际的需求,以优质的 【中央分隔栏】产品、先进的技术为用户提供完美的服务。聚晟护栏制造(铅山县分公司)本着“高标准、前沿、精准、求实”的品牌精神,打造专属于我们自己的企业品牌,为您提供更为专业、优质的服务。我们立足于客户,致力于客户的满意与成功,我们创新求实,基于事实,敢于想象,用于探索,只为更好地为您服务。







 扫一扫
扫一扫